
GE水煤漿氣化爐工藝燒嘴存在問題及技術(shù)改造探討
王云剛
摘 要
針對單系列60萬t/a甲醇裝置運(yùn)行過程中,GE水煤漿氣化爐頻繁發(fā)生的工藝燒嘴壓差波動(dòng)、燒嘴頭部冷卻水盤管泄漏等問題,從燒嘴運(yùn)行狀況、故障現(xiàn)象、同規(guī)模燒嘴設(shè)計(jì)參數(shù)比對等方面查找分析故障原因,總結(jié)故障發(fā)生時(shí)燒嘴運(yùn)行管控思路,提出燒嘴設(shè)計(jì)參數(shù)優(yōu)化改造方案,通過將燒嘴壓差提高至0.6 MPa、燒嘴氧氣壓差降至1.1 MPa~1.2 MPa、燒嘴長度縮短至935 mm等措施,根除了燒嘴壓差頻繁波動(dòng)現(xiàn)象,使燒嘴運(yùn)行周期延長至最長62 d,平均可達(dá)56 d。
作 者 簡 介
王云剛(1981- ),男,陜西鳳翔,工程師,學(xué)士,2004年本科畢業(yè)于安徽理工大學(xué)化學(xué)工程與工藝專業(yè),現(xiàn)從事水煤漿加壓氣化方面的工作。
正 文
引 言
水煤漿加壓氣化工藝是國內(nèi)目前廣泛應(yīng)用、規(guī)模較大、技術(shù)成熟穩(wěn)定的煤氣化工藝,其核心設(shè)備之一工藝燒嘴的安全、穩(wěn)定、長周期運(yùn)行,對整個(gè)煤化工生產(chǎn)企業(yè)的安全、長周期、滿負(fù)荷生產(chǎn)運(yùn)行和高效益生產(chǎn)起著決定性作用。
水煤漿加壓氣化爐工藝燒嘴的一次性連續(xù)使用壽命較短(目前6.5 MPa氣化爐工藝燒嘴平均壽命為80 d),影響了單臺(tái)氣化爐的連續(xù)運(yùn)行時(shí)間,因此,設(shè)計(jì)中均有備用爐在線長期熱備,以便運(yùn)行爐發(fā)生工藝燒嘴故障時(shí)及時(shí)在線倒?fàn)t,相互切換。
陜西咸陽化學(xué)工業(yè)有限公司(簡稱咸陽公司)甲醇項(xiàng)目作為國內(nèi)第一批建成的首套單系列60萬t/a甲醇項(xiàng)目,氣化裝置采用GE單噴嘴水煤漿加壓氣化激冷流程,化工生產(chǎn)運(yùn)行過程中,出現(xiàn)了氣化爐工藝燒嘴壓差頻繁波動(dòng)、燒嘴頭部冷卻水盤管泄漏故障頻率高、燒嘴外氧頭部端面龜裂嚴(yán)重等現(xiàn)象,且燒嘴運(yùn)行壽命起初只能維持10 d~15 d,經(jīng)優(yōu)化調(diào)整操作參數(shù)后,最長也只能維持在40 d左右,嚴(yán)重影響生產(chǎn)系統(tǒng)安全、穩(wěn)定、長周期運(yùn)行。現(xiàn)對該氣化裝置水煤漿加壓氣化爐運(yùn)行過程中頻繁出現(xiàn)的工藝燒嘴壓差波動(dòng)、盤管頻繁泄漏等問題展開討論,并對生產(chǎn)期間的燒嘴改造成效和運(yùn)行操作經(jīng)驗(yàn)進(jìn)行總結(jié),以供同行參考。
1 水煤漿加壓氣化爐工藝燒嘴結(jié)構(gòu)
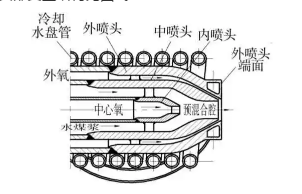
圖1 水煤漿氣化爐工藝燒嘴頭部典型結(jié)構(gòu)
水煤漿氣化爐工藝燒嘴為同心三套管形式,外加冷卻水盤管結(jié)構(gòu),從內(nèi)至外分別為中心氧管、煤漿管(煤漿噴頭)以及外環(huán)氧管(外氧噴頭)。燒嘴中心氧管的出口設(shè)計(jì)成縮口形式,目的是對中心氧加速,使其具有一定的出口流速(中心氧出口流速一般為150 m/s~180 m/s),同時(shí)其端面距燒嘴端面基準(zhǔn)面有一定的縮入量,形成一個(gè)水煤漿和中心氧的預(yù)混合腔。水煤漿的出口管路也設(shè)計(jì)成縮口形式,使進(jìn)入預(yù)混合腔的流速為2 m/s~4 m/s的水煤漿具備一定的速度。在預(yù)混合腔內(nèi),利用中心氧對水煤漿進(jìn)行稀釋和初加速(預(yù)混合腔出口流速一般為12 m/s~20 m/s),改善水煤漿的流變性能,保證水煤漿在離開燒嘴后的霧化效果。外氧管口的縮口比例更大一些,目的是提供更高流速的氧氣(外氧的出口流速一般為160 m/s~200 m/s),對通過預(yù)混合腔的水煤漿混合物進(jìn)行良好的霧化,以便在氣化爐內(nèi)達(dá)到良好的氣化效果[1]。
2.2 燒嘴壓差波動(dòng)瞬時(shí)各參數(shù)變化情況
1. 新燒嘴在線使用3 d~7 d后,煤漿壓差由最初的0.4 MPa快速下降至0.2 MPa,嚴(yán)重時(shí)甚至出現(xiàn)負(fù)壓差。在發(fā)生壓差波動(dòng)前,生產(chǎn)裝置各項(xiàng)工藝指標(biāo)均未發(fā)生異常波動(dòng),低壓差甚至負(fù)壓差現(xiàn)象持續(xù)一定時(shí)間后,壓差又恢復(fù)正常。壓差波動(dòng)現(xiàn)象在整個(gè)燒嘴運(yùn)行周期內(nèi)經(jīng)常發(fā)生。
2. 燒嘴壓差波動(dòng)瞬間,在氧氣閥門開度未變情況下,氧氣瞬時(shí)流量快速升高,氣化爐頭氧管線上下游切斷閥間壓力下降,氧煤比升高,氣化爐燃燒室上部高溫?zé)犭娕紲囟蕊w漲,瞬間由1 230 ℃漲至1 350 ℃并報(bào)警。
3. 燒嘴壓差波動(dòng)瞬間,洗滌塔塔頂粗煤氣中甲烷體積分?jǐn)?shù)由800×10-6~1 000×10-6快速下降至500×10-6~600×10-6,甚至更低;粗煤氣中二氧化碳體積分?jǐn)?shù)由原來的18%左右漲至20%左右,一氧化碳體積分?jǐn)?shù)隨之快速下降1~2個(gè)百分點(diǎn)。
4. 燒嘴壓差經(jīng)多次波動(dòng)后,燒嘴頭部冷卻水盤管進(jìn)出口流量開始偶發(fā)上下跳動(dòng)現(xiàn)象,同時(shí)冷卻水回水分離罐頂CO報(bào)警(CO體積分?jǐn)?shù)超過8×10-6),系統(tǒng)被迫停爐、更換燒嘴。
1. 燒嘴下線檢查中,發(fā)現(xiàn)燒嘴頭部端面龜裂嚴(yán)重,裂紋布局呈放射狀,且龜裂裂紋數(shù)量及深度隨燒嘴在爐內(nèi)運(yùn)行時(shí)間的延長而增多、增長。燒嘴壓差波動(dòng)越頻繁,持續(xù)時(shí)間越長,燒嘴端面燒蝕坑點(diǎn)數(shù)量及深度也越明顯,冷卻水盤管角焊縫處損傷也越明顯。
2. 燒嘴在爐內(nèi)高溫環(huán)境下使用一定時(shí)間后,其外氧噴口向內(nèi)有不同程度內(nèi)收縮。
3. 中心氧噴嘴頭部縮徑?jīng)_刷磨損嚴(yán)重,內(nèi)壁呈“刀刃”狀;中心氧頭部定位塊沖刷磨損厲害,中心氧管晃動(dòng),且與煤漿噴頭有軸向同心度偏離現(xiàn)象。
4. 煤漿噴頭沖刷磨損嚴(yán)重,內(nèi)徑尺寸明顯增大,且煤漿噴嘴出口斷面內(nèi)壁呈“刀刃”狀,煤漿噴頭內(nèi)側(cè)斜面磨損嚴(yán)重。
5. 燒嘴拆卸作業(yè)中,多次發(fā)生因爐頸與燒嘴盤管空腔內(nèi)爐渣結(jié)焦較多而造成爐口吊裝燒嘴的電動(dòng)葫蘆過載、頻繁跳閘現(xiàn)象。
6. 燒嘴運(yùn)行周期短,普遍只有15 d~30 d,與行業(yè)平均壽命80 d相差甚遠(yuǎn)。
1. 一旦突發(fā)燒嘴壓差波動(dòng),可通過迅速減小燒嘴總氧量的方法來控制燒嘴壓差下降趨勢,一般來說一次減小總氧量5%時(shí),對控制燒嘴壓差下降效果非常明顯。
2. 在燒嘴壓差波動(dòng)期間,增大中心氧流量比例對緩解燒嘴壓差波動(dòng)也有效果,但不明顯。
3. 在通過減少總氧量來穩(wěn)定燒嘴壓差波動(dòng)時(shí),氧煤比降低,需嚴(yán)格監(jiān)控渣口壓差、粗煤氣中CO組分變化,同時(shí)通過鎖斗排渣情況、撈渣機(jī)電流大小及渣量、渣樣變化情況,來綜合判斷氣化爐運(yùn)行工況,確保系統(tǒng)運(yùn)行穩(wěn)定。
4. 由于燒嘴壓差波動(dòng)下降,引起煤漿霧化效果變差,氣化爐黑水水質(zhì)變差,為有效改善系統(tǒng)水質(zhì),可通過加大氣化爐激冷水量、加大氣化爐及洗滌塔排黑水量等方式,來控制整個(gè)系統(tǒng)水中離子的平衡,達(dá)到穩(wěn)定生產(chǎn)的目的。
5. 在燒嘴壓差未恢復(fù)至正常情況下,不建議恢復(fù)總氧量參數(shù),在燒嘴壓差正常后,可通過緩慢、少量、多次的方式逐步恢復(fù)總氧量至原操作數(shù)值。
為查明燒嘴故障原因,調(diào)研了業(yè)內(nèi)同規(guī)模水煤漿氣化裝置的操作參數(shù)和燒嘴關(guān)鍵參數(shù),并與咸陽公司氣化裝置相關(guān)數(shù)據(jù)進(jìn)行了對比,結(jié)果見表1、表2。
由表1可以看出,3家公司氣化裝置系統(tǒng)負(fù)荷、氧煤比、煤漿濃度及有效氣組分差異不大,氧氣壓差和燒嘴壓差數(shù)值存在明顯差異。
表1 同規(guī)模水煤漿氣化裝置工藝運(yùn)行參數(shù)對比
表2 同規(guī)模水煤漿氣化裝置工藝燒嘴參數(shù)對比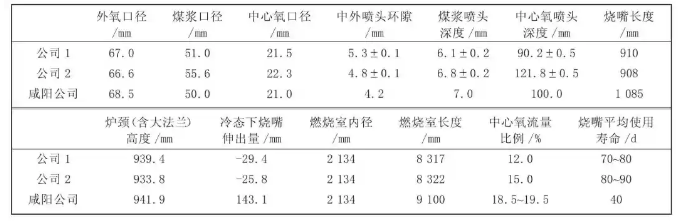
由表2可以看出,不論是氣化爐燃燒室長度,還是工藝燒嘴設(shè)計(jì)參數(shù),咸陽公司與2家公司之間存在著很大的差異,具體如下:
1. 燃燒室長度:咸陽公司氣化爐燃燒室長度為9 100 mm,較公司1(8 317 mm)和公司2(8 322 mm)分別長783 mm和778 mm。
2. 燒嘴長度:咸陽公司燒嘴長度1 085 mm,較公司1與公司2(兩者燒嘴長度基本相同)長約175 mm。
3. 燒嘴冷態(tài)安裝尺寸:咸陽公司燒嘴在冷態(tài)時(shí)伸出143.1 mm,公司1、公司2燒嘴在冷態(tài)下分別縮進(jìn)29.4 mm、25.8 mm。正常情況下,在1 200℃時(shí),耐火磚、氣化爐筒體受熱抬高約為50 mm,由此可以推測公司1、公司2燒嘴頭部在熱態(tài)時(shí)伸出量分別為20.6 mm、24.2 mm,而此時(shí)咸陽公司燒嘴伸出量則會(huì)更大,為193.1 mm。
4. 燒嘴中外噴頭環(huán)隙:3家公司相差較大。
5. 燒嘴煤漿噴頭深度:3家公司相差不大。
6. 燒嘴壓差:公司1與公司2的基本相同,咸陽公司的最低。
7. 中心氧流量比例:燒嘴正常運(yùn)行時(shí),咸陽公司燒嘴中心氧流量比例較公司1高54.2%~62.5%,較公司2高23.3%~30.0%。
8. 燒嘴使用壽命:咸陽公司燒嘴使用壽命約為其他2家公司燒嘴使用壽命的1/2。
1. 由表2可以看出,在氣化爐拱頂爐頸高度相同情況下,咸陽公司氣化爐工藝燒嘴長度明顯比其他兩家公司長,且在冷態(tài)下燒嘴頭部已經(jīng)深入爐內(nèi)100 mm以上,明顯高于業(yè)內(nèi)一致認(rèn)可的“冷態(tài)下燒嘴在爐內(nèi)應(yīng)內(nèi)縮20 mm~30 mm”。燒嘴過度深入爐膛,易造成燒嘴頭部大面積暴露在高溫、高還原介質(zhì)中,同時(shí)也易出現(xiàn)燒嘴冷卻水盤管局部過熱,導(dǎo)致燒嘴頭部


